Question: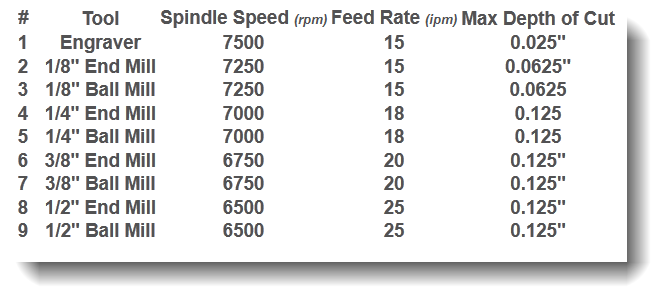
What speeds and feeds do I use on wax or Renshape in my classroom? (spindle speeds in the attached picture are higher because they are for a machine with a 10K spindle!)
Want to buy Renshape? Get it here: Freeman Supply I use the 450 because it is cheaper!
Solution:
Great question! The short answer: Use the ones given as default in Autodesk HSM! They are there for a reason! The last version of EdgeCAM PLTW recommended uses defaults too! In reality, the wax and Renshape are very forgiving, and almost any spindle speed above 3500 and feed rate less than 20 should work. With that being said, be really careful with depth of cut….. Most teachers want to save time, so they max out the speeds and feeds on their small mills and then increase depth of cut… BE CAREFUL! Increasing depth of cut is very hard on the spindle bearings of a small milling machine, and can do damage! For more info on this see our lesson on tooling in the tutorials section HERE!
I do however like to give my kids a list of speeds and feeds that I have come up with so that they can see and hear the difference with the different tools, especially when they write code by hand.
Also, when you teach speeds and feeds for metals, they’ll wonder why it changes with the tool, but not for wax. Below are the speeds and feeds I use in my classroom on wax, butterboard, and Renshape 450. They are conservative, but I haven’t broken a tool with these in more than 5 years; and my bearings are still good in both 10+ year old machines in my classroom!
| # | Tool |
Spindle Speed (rpm) | Feed Rate (ipm) | Depth of Cut(max) |
| 1 | Engraver | 5000 | 15 | 0.025″ |
| 2 | 1/8″ End |
5000 | 15 | 0.0625″ |
| 3 | 1/8″ Ball |
5000 | 15 | 0.0625 |
| 4 | 1/4″ End | 4750 | 18 | 0.125 |
| 5 | 1/4″ Ball | 4750 | 18 | 0.125 |
| 6 | 3/8″ End | 4500 | 20 | 0.125″ |
| 7 | 3/8″ Ball | 4500 | 20 | 0.125″ |
| 8 | 1/2″ End | 4250 | 20 | 0.125″ |
| 9 | 1/2″ Ball |
4250 | 20 | 0.125″ |